Устройство микрометра

Содержание
1. Назначение и виды инструмента
Линейные размеры, внутренние и наружные, измеряют микрометром – прибором в виде скобы. Процедуру проводят контактным способом, ориентируясь на микрометрический винт. В результате измерений получают максимальную точность до микрометра, или микрона – так обозначают единицу длины, равную одной миллионной части метра.

Отсчет показаний в разных моделях может вестись по шкалам стебля и барабана, по шкалам стебля и барабана с нониусом (в маркировку добавляется буква Н), по шкалам стебля и барабана и электронному цифровому устройству (в маркировке присутствует буква Ц).
Модели выпускают нескольких типов в зависимости от назначения:
- гладкие – предназначены для того, чтобы измерять наружные размеры; обозначаются МК;
- листовые – для проведения замеров толщины листовых материалов, конструкция отличается наличием циферблата; имеют обозначение МЛ; отдельно выделяется инструмент для измерения толщины проволоки, его обозначение МП;
- трубные – служат для того, чтобы узнать толщину труб, и обозначаются МТ;
- зубомерные – используются для определения длины нормали зубчатых колес, в их обозначении присутствуют буквы МЗ;
- головки – нужны для измерения перемещения; обозначаются МГ.
Рабочими характеристиками инструмента являются следующие: диапазон измерений, например, 0 – 25, 75 – 100, 275 – 300 мм; шаг микрометрического винта, который может быть 0,5 или 1,0 мм; предел допускаемой погрешности, который устанавливается для конкретного типа инструмента. Следует сказать также, что микрометр по ГОСТ 6507-90 должен относиться к 1-му или 2-му классу точности.
2. Устройство гладкого микрометра
В конструкции большое значение имеет скоба (1). Ее жесткость должна исключать малейшие деформации – прямую причину ошибки измерений. Микрометрический винт (3) вкручивается в гайку внутри устройства – эта пара крепится внутри стебля (5). Стебель, в свою очередь, запрессован вовнутрь скобы вместе с пяткой (2). Принято считать, что винт не должен перемещаться внутри гайки на длину больше 25 мм. Данный параметр связан с тем, что сложно создать такой винт, у которого был бы точный шаг на еще большей длине. Это обусловливает и диапазон измерений: от 0 до 25, от 25 до 50 мм и т.д. В зависимости от модели пятка может быть впрессована в скобу или может быть сменной. Во втором случае это микрометры с диапазоном измерений 500 – 600 или 700 – 800 мм. Когда производятся измерения, деталь захватывается торцевыми поверхностями пятки и винта. В этот же момент винт фиксируется стопорным устройством (4), чтобы настроить прибор и провести измерение.
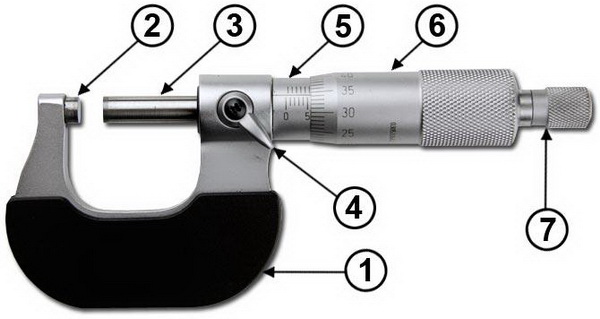
К стеблю крепится барабан (6) и корпус трещотки (7). Трещотку вращают, когда нужно сблизить пятку с винтом, чтобы зажать деталь. Если нужно совершить обратное действие и развести винт и пятку, вращение производится барабаном. В ряде моделей есть эталон, с помощью которого настраивается и проверяется инструмент.
3. Проведение измерений
Как устройство, так и работа микрометра не представляют особых сложностей. При закручивании трещотки винт начинает равномерно двигаться, вращаясь внутри гайки и прижимая деталь. Как только винт упрется в деталь, нужно прокрутить трещотку до трех щелчков, а затем зафиксировать стопор.
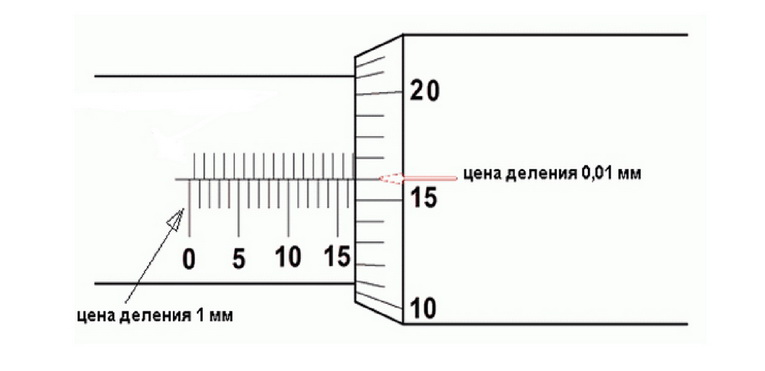
Нижняя шкала на стебле с ценой деления 1 мм нужна для учета полных оборотов. Ее называют основной. На рисунке ниже размер предполагаемой детали лежит между 16 и 17 мм.
На верхней вспомогательной шкале деления смещены на 0,5 мм вправо. Метки расположены между метками нижней шкалы для точности и удобства считывания показаний. На рисунке значение лежит на 0,5 мм правее от 16 мм.
Еще одна шкала – точная микрометрическая. Она показывает сотые доли миллиметра. В нашем случае стрелка показывает цифру 16, т.е. 0,16 мм. Остается суммировать полученные числа: целое значение на основной шкале – 16, плюс 0,5 на вспомогательной, плюс 0,16 на микрометрической. Таким образом, размер измеряемой детали – 16,66 мм.
Со временем микрометр может сбиваться, поэтому периодически его следует проверять. Если закрутить трещотку до упора и цифра 0 на барабане четко совпадет с центральной меткой на стебле, значит, инструмент точен.

Как вам статья?